Keevisliited ja keevitusasendid
Keevisliidete tüübid
Põkkliide

Joonis 5. Põkkliide "I" piluga [2:19]
"I" pilu (vt joonis 5) kasutatakse põkkliidete puhul kuni 3 - 4mm paksusega materjalide keevitamisel, pilu jäetakse ca 2 - 2,5mm
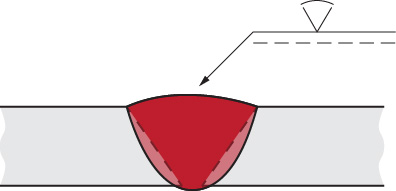
Joonis 6. Põkkliide „V“ piluga
Põkkliide „V“ piluga kumera õmblusepealsega ja joonisel tähistusega (vt Joonis 6). Kumera pealsega õmblust nimetatakse tugevdusega
õmbluseks ning selle saavutamiseks peaks keevituskiirus olema väiksem, et
materjal kuhjuks õmbluse keskele. Vastavalt standardile EV EN ISO 5817:2000
loetakse teatud piirist õmblusepealne
kumerus defektiks
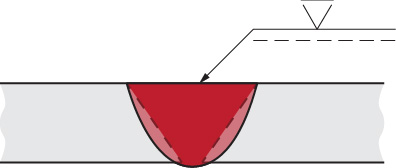
Joonis 7. Põkkliide „V“ piluga [2:23]
Põkkliide „V“ piluga sileda õmbluspealsega ja joonisel tähistusega (vt joonis 7). Sileda õmbluspealsega õmblust võib valmistada kumera õmbluse hilisema ülekäiamisega või niisuguse keevitusprotsessi valikuga, kus voolutugevus ja liikumine on tasakaalus, et õmblusele ei tekiks lohku ega ülespoole kumerust.
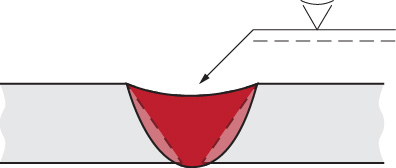
Joonis 8. Põkkliide „V“ piluga [2:23]
Põkkliide „V“ piluga nõgusa õmbluspealsega ja joonisel tähistusega (vt joonis 8). Nõgusa
õmbluspealisega õmbluse saavutamiseks on vaja keevitada tugevama vooluga ning
liikumisel pilu keskkoht kiiremini ületada. Vastavalt standardile EV EN ISO
5817:2000 loetakse teatud piirist
õmblusepealne nõgusus defektiks.
Nurkliide
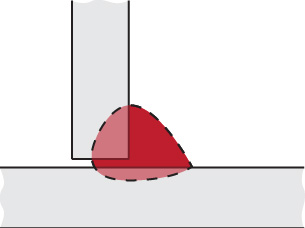
Joonis 9. Nurkliide [2:23]
Nurkliide, (vt joonis 9), tekib sellisel juhul, kui omavahel kokkukeevitatavad detailid asuvad teineteise suhtes nurga all ja keevisõmbluse ristlõige kujuneb kolmnurga kujuliseks. Kolmnurga kõrgust tähistatakse "a" tähega ja kaatetite pikkust tähistatakse "z" tähega.
Litsents ja aasta

| Õpiobjekt on koostatud oktoobris 2011 ning on Creative Commons kaitse all: |
| Autorile viitamine – mitteäriline eesmärk – jagamine samadel tingimustel 3.0 Eesti |